Croeso i ymgynghori a thrafod

Peiriant Thermoformio Pedair Gorsaf RM-4
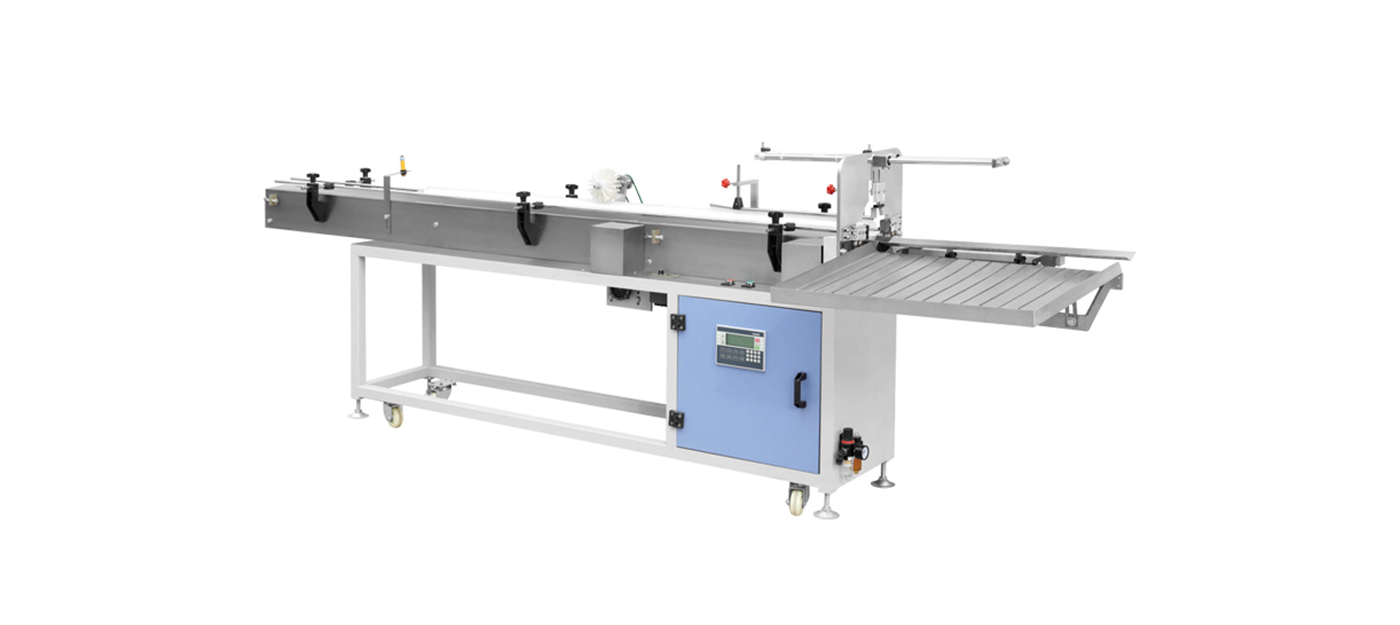
Disgrifiad
Mae'r peiriant thermoformio pwysau positif a negatif 4-gorsaf yn offer cynhyrchu effeithlon y gellir ei ddefnyddio i gynhyrchu blychau ffrwythau plastig tafladwy, potiau blodau, caeadau cwpan coffi a chaeadau cromennog gyda thyllau, ac ati. Mae'r offer wedi'i gyfarparu â system newid mowld cyflym ac mae ganddo'r fantais o ddyluniad blwch gwresogi wedi'i addasu. Mae'r offer hwn yn mabwysiadu technoleg thermoformio pwysau positif a negatif i brosesu'r ddalen blastig i'r siâp, maint a'r dyluniad dyrnu cyfatebol gofynnol trwy gynhesu'r ddalen blastig a chywasgu'r nwy pwysau positif a negatif. Mae gan yr offer hwn bedair set o orsafoedd gwaith ar gyfer ffurfio, dyrnu tyllau, dyrnu ymyl, a phentyrru a phaledu, a all ddiwallu anghenion gwahanol ddiwydiannau a sicrhau ansawdd a chysondeb cynhyrchion.

Paramedrau Peiriant
| Ardal fowldio | Grym clampio | Cyflymder rhedeg | Trwch y ddalen | Uchder ffurfio | Pwysau ffurfio | Deunyddiau |
| Uchafswm Mowld Dimensiynau | Grym Clampio | Cyflymder Cylchred Sych | Uchafswm Dalen Trwch | Max.Foming Uchder | Max.Air Pwysedd | Deunydd Addas |
| 820x620mm | 80T | 61/cylchred | 1.5mm | 100mm | 6 Bar | PP, PS, PET, CPET, OPS, PLA |
Nodweddion
Rheolaeth awtomatig
Mae'r offer yn mabwysiadu system reoli awtomatig uwch, a all reoli paramedrau fel tymheredd gwresogi, amser mowldio a phwysau yn fanwl gywir i sicrhau sefydlogrwydd a chysondeb y broses fowldio.
Newid mowld cyflym
Mae'r peiriant thermoformio 4-gorsaf wedi'i gyfarparu â system newid mowld cyflym, sy'n hwyluso newid mowld cyflym ac yn addasu i anghenion cynhyrchu gwahanol gynhyrchion, a thrwy hynny'n gwella hyblygrwydd cynhyrchu.
Arbed ynni
Mae'r offer yn mabwysiadu technoleg arbed ynni uwch, sy'n lleihau'r defnydd o ynni yn effeithiol, yn lleihau costau cynhyrchu, ac yn gyfeillgar i'r amgylchedd ar yr un pryd.
Hawdd i'w weithredu
Mae'r peiriant thermoformio 4-gorsaf wedi'i gyfarparu â rhyngwyneb gweithredu greddfol, sy'n hawdd ei weithredu a'i ddysgu, gan leihau costau hyfforddi staff a chyfraddau gwallau cynhyrchu.
Cais
Defnyddir y peiriant thermoformio 4-gorsaf yn helaeth yn y diwydiant pecynnu bwyd, ac mae'n arbennig o addas ar gyfer mentrau sy'n cynhyrchu cynhyrchion plastig ar raddfa fawr oherwydd ei effeithlonrwydd uchel, ei gapasiti uchel a'i hyblygrwydd.



Tiwtorial